Part 1: Is the Manufacturing Industry Bound by Old Conventions?
Transforming the Manufacturing Industry to Adapt to Changes in the World
As is well known, many manufacturing industries are now crying out due to the repercussions of the recent global financial collapse. In the past, high competitiveness was pursued to achieve the relatively subjective goal of "securing high profits," but now "high competitiveness" has become an absolute imperative for the survival of companies.
So, what brings competitiveness to the manufacturing industry?
Of course, the most important thing is that the product itself is excellent. The essence of manufacturing lies there.
However, as a result of the significant progress in globalization and the spread of the internet over the past two decades, individuals and companies can now find and purchase excellent products and parts they desire from across the country or even the world at low prices. Nowadays, product strength alone is insufficient, and improving services such as short delivery times and quick delivery responses, as well as strengthening financial health through improved cash flow by reducing inventory, have become essential conditions for maintaining competitiveness. Additionally, the diversification of consumer preferences leading to a variety of small-lot production and the shortening of product life cycles are shaking the foundation of factory operations. The environment surrounding the manufacturing industry is changing drastically.
If factories continue to be swayed unilaterally by such major changes of the times, they will become exhausted and worn out. Rather, actively responding to changes and taking the initiative to transform can lead to gaining competitiveness and seizing new opportunities. If factories are operated with a myopic approach, merely making improvements while neglecting overall transformation, they may end up with local solutions. As the times are changing significantly, we must create and operate systems that correspond to these changes.
So, what should be transformed? Since production forms and circumstances vary by industry, saying, for example, "Let's switch from make-to-stock to make-to-order" is meaningless. As a more universal proposal, this series aims to advocate for factory operations that emphasize the "time axis."

Are you under the spell of "full operation"?
Many factories still struggle with the issue of long "manufacturing lead times," meaning the time from starting production to product completion, resulting in frequent delivery delays. Unless it is a completely forecast-based production with few external fluctuations, "shortening manufacturing lead times" is an important theme for the manufacturing industry and can be considered a long-cherished desire. Shorter manufacturing lead times drastically reduce delivery delays, decrease idle inventory, and significantly improve cash flow.
However, to tackle such a major theme, observing only from the perspective of the field will not reveal the essence of the problem. For example, isn't there a tendency to intuitively judge, "The machines are running at full capacity, and we're working overtime every day, so even if we 'improve' and slightly reduce the manufacturing lead time, it's almost at its limit!"? In a situation like Figure 1 (A), even if there is a pile of work-in-process inventory before the second process, as long as it is observed locally, it is understandable to think, "It can't be helped."
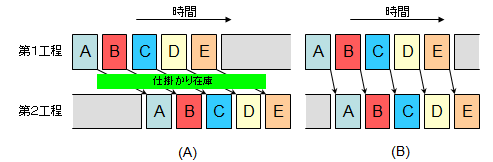
Figure 1 Both are at full capacity
If the essence of the problem is misunderstood, it may instead widen the wound. In the past, some factories aimed to increase the operation rate, producing and storing even unnecessary items for the time being (still today?). This is nonsensical. Of course, "resulting" full operation is welcome, but just because it is busy does not mean it is "manufacturing well." In Figure 1, both (A) and (B) are in full operation, but while (B) flows smoothly, (A) constantly experiences waiting times between processes, unnecessarily extending the manufacturing lead time and accumulating work-in-process inventory, which can be called "poor manufacturing." Full operation is not a sufficient condition for "good manufacturing."
In many factories, "unnecessary waiting time between processes" is the main culprit of long manufacturing lead times, but being dominated by the "spell of full operation (= work as hard as possible without rest!)" leads to losing sight of the essential problem. Logically, there should be many factories with room for dramatic improvement, and by understanding and unraveling phenomena across the timeline from past to future, it can be achieved. One of the means for this is "process planning."
Planning Manufacturing
Even when grouped under "manufacturing industry," there is a wide variety, and the terms used differ greatly depending on the industry and company. Even the same term may represent completely different concepts, or the meanings may be entirely swapped, so a standard glossary is desirable. In the United States, the APICS Dictionary seems to fulfill that role, but unfortunately, there doesn't seem to be an established standard in Japan. Therefore, in this article, we will proceed by defining terms as needed.
This series discusses "execution plans for each operation in the manufacturing site." When thinking about plans for manufacturing in a factory, the term "Production Plan" often comes to mind first. This term usually refers to determining the daily "production volume" based on monthly production schedules derived from orders, forecasts, and other factors, essentially representing the Master Production Schedule (MPS). While it may sometimes include "execution plans at the manufacturing site" in a broader sense, it is fundamentally a different concept. Therefore, to distinguish it, this series will use the term "Manufacturing Plan."
In other words, the "Manufacturing Plan" is devised as a specific method to respond to requests made to the factory as part of the "Production Plan."
When considering a manufacturing plan, the concept of "resources" is crucial. We will refer to anything that is occupied when an operation starts and released when it ends as a resource. This includes machines, equipment, workers, tools, molds, electricity (amperes), and workspaces. Although raw materials and intermediate product inventories consumed during operations may also be called resources, in this article, we will exclude items that are "consumed continuously" from resources, so please be aware.
Now, if resources and material inventories within the factory were abundant and inexhaustibly available, the manufacturing plan would be extremely simple. It would only require starting operations at a time calculated by subtracting the total operation time of each process from the due date.
However, in reality, resources in a factory are limited. There is always competition for resources between lots, requiring adjustments such as shifting operation times or moving to different resources. If times are shifted, it affects preceding and succeeding processes, which in turn impacts other operations. Additionally, factors like the timing of material purchases and operating hours (such as worker vacations or resource maintenance downtime) directly influence the plan.
The number of operations existing during the planning period varies by factory, ranging from a few hundred to several hundred thousand (or more in some industries), and they directly or indirectly influence each other, making it inherently a highly complex system.
Therefore, tackling planning head-on requires handling an enormous amount of processing. Moreover, since external factors like orders, resource downtimes, and material receipts fluctuate daily, the plan must be frequently updated (sometimes several times a day) to maintain sufficient accuracy.
Manufacturing planning is not straightforward; it is inherently a challenging problem.
The solution recommended in this series is a method called "production scheduling," which will be introduced in detail in subsequent installments.
The Pitfalls of MRP - Standard Lead Time
When it comes to planning, many in the manufacturing industry may be familiar with the method known as MRP (Material Requirement Planning). Since its conception in the United States around 1970, this system has been implemented in most ERP and production management systems for manufacturing industries, and its principles have become deeply ingrained. However, when viewed as a method for manufacturing planning, MRP has two intertwined issues.
One is that "manufacturing lead time becomes longer," and the other is that "feasibility is not necessarily guaranteed."
To briefly explain MRP, it is a system that calculates (i.e., requirement calculation) how much of each material is needed when a factory is required to produce various items. However, this alone does not enable production because the process of making items inevitably takes time. Therefore, if manufacturing takes a net one day, it is considered sufficient to have the materials ready at least one day before the due date.
However, since there are many other manufacturing lots flowing through the factory, resources are not always freely available. For example, if materials are prepared a week before the due date, it is assumed to be "almost certainly okay" probabilistically. In other words, "the time to pass through the processes to make items from materials is statistically sufficient if one week is allowed." This "one week" is called the "standard lead time" (or fixed lead time).
What happens if there are three such processes in succession to make a finished product?
It takes three weeks to make a product from materials. The net working time is only three days for three processes, so for 21 days, 18 days are spent waiting idly.
Unless processes are perfectly leveled and synchronized, it is impossible to completely eliminate waiting time between processes with any method, but an 18-day wait for a net three days of work is excessively severe.
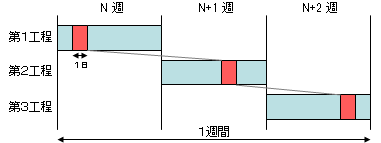
Figure 2: Lead Time of 3 Weeks
By arranging operations based on net time rather than standard lead time and eliminating unnecessary waiting time, the manufacturing lead time becomes three days, as shown in the figure below.
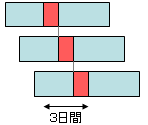
Figure 2: Lead Time of 3 Days
This is the so-called "Just-In-Time" concept, which is the fundamental idea behind the "production scheduling" method introduced in this series. Of course, this diagram is merely a conceptual illustration that ignores efficiency due to the order of operations and worker constraints, and real-world problems are much more complex.
By the way, how is the "standard lead time" in MRP determined? If the "average" process time is simply adopted, it will overflow the frame every other time, so a much longer time (statistically reasonable value) must be set as the standard lead time, which further extends the manufacturing lead time. This makes it impossible to achieve short lead times.
MRP Ignores Actual Factory Capacity
Worse still, even if the manufacturing lead time is extended, feasibility is not completely guaranteed.
If work happens to concentrate, there is a non-zero possibility of being pushed out by other operations. Of course, no method can avoid becoming infeasible due to events occurring "after planning" (such as machine troubles or sudden rush lots), but the problem with MRP is that it may already be infeasible "at the time of planning." The root of these issues lies in the fact that after setting the standard lead time, MRP assumes infinite capacity (ignoring the processing capacity limits of each resource).
"Mountain Breaking" Tends to Be a Trade-off Between Lead Time and Execution Certainty
Many may say, "No, our MRP doesn't have such issues." Naturally, measures to solve this problem have been attempted, one of which is the introduction of the concept of "load." Operations are piled up within the time bucket of MRP processing units such as a week or a day. When this exceeds a certain load level (capacity limit), it is shifted to the previous period (time bucket). Since it is broken down after being piled up, it is called "mountain breaking."
However, this again becomes a factor that significantly extends the manufacturing lead time, so although feasibility is improved, unfortunately, it cannot be celebrated unconditionally.
In the first place, the very idea of "load calculation" is rough and becomes a factor that hinders ensuring feasibility in the real world and shortening manufacturing lead time, but this will be addressed again at a later date.
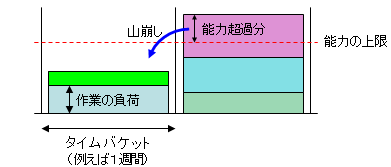
Figure 4: Load and Mountain Breaking
The Gradually Widening Gap with Reality
There may be a tendency to criticize MRP too harshly, but with appropriate settings, it allows for timely procurement of materials and planned production. Therefore, MRP was highly valued during the 1960s, the heyday of mass production.
Additionally, there were passive reasons, such as the fact that the performance of computers at that time could not be expected to do more. However, in the 21st century, where manufacturing lead times must be strictly managed, the MRP approach may honestly be a somewhat challenging paradigm for many industries.
Even today, MRP or its concepts hold dominant influence in many factories. However, in the end, MRP is a system for determining the quantity of materials to be procured and the statistically appropriate timing for procurement. Unfortunately, it is difficult to say that it is a method for formulating "manufacturing plans."
Other methods for controlling the manufacturing site
Some may say, "Our factory doesn't use MRP, so it doesn't matter." However, even if MRP is not used, isn't it often the case that planning is done as an extension of the concepts of standard lead times and load calculations (or load leveling)?
Companies that adopt a process where they determine which day (or week) each task will be executed based on monthly production volumes and orders as a result of production planning, then level the load, and finally decide the order of operations, can be said to fall into this category.
Planning based on intuition and rules
A surprisingly large proportion of methods are "planning based on intuition and rules" (often used in combination with other methods). Know-how gained from past experiences is systematized as rules, and parts that do not fit these rules rely on intuition to create work instructions for the manufacturing site.
This method involves constructing a "set of rules" such as "It's better to gather Item A at the beginning of the month and Item B at the end of the month" or "It's better not to produce more than three consecutive batches of the same category of products."
However, it is troublesome when rules whose reasons for creation are unknown are mixed in. It may be fine while the person who created the rule is still active, but when there is a generational change, only the hollowed-out rules are passed down, making it difficult to apply them, and there are often cases where they cannot adapt when the product composition or the configuration of resources in the factory changes.
Moreover, if the reliance on intuition is high, the planning work stops when the person in charge of planning is no longer available. Both are so-called "personalization" problems, and many manufacturing industries struggle with this.
"Personalization," when viewed from another perspective, is an accumulation of individual skills, so it cannot be said to be entirely bad. However, the problem is that even things that should not rely on individual skills end up depending on them. It is necessary to carefully consider whether determining the order of operations truly cannot be established without relying on individual skills.
Can it handle frequent changes?
Furthermore, the problem is that (as with MRP) it cannot immediately respond to sudden lots or unexpected troubles. If you respond to changes with a large impact each time, it becomes difficult to even plan a day's worth of work within a day, and in the end, you end up treating sudden lots as separate cases, responding with on-site judgment, and sacrificing the accuracy of the plan. As a result, the feasibility of the work instructions issued by the planner is compromised, leading to a loss of trust in the work instructions at the manufacturing site, and ultimately, a loss of order. The trust relationship between the planner and the site will be discussed again later.
This method is mostly manual, and even a slight change results in endlessly copying and pasting on spreadsheet software like Excel. From an outsider's perspective, it seems unproductive and inhumane, but some people surprisingly enjoy this kind of simple work (like solitaire), so it is not easily improved.
Originally, planners should be engaged in more advanced tasks, such as negotiations with related departments, and from a management perspective, it is a great waste and very troublesome.
In other words, this method is extremely fragile and inefficient in the face of change.
"Leave it to the site" method
On the other hand, there is also a "method" (?) of not planning and leaving it to the "site." From the beginning, it is entrusted to autonomous judgment at the manufacturing site, but conversely, it can be said that control is being abandoned. It may be an effective method for single-process (where a finished product is made in one process) or when the same thing is made at the same pace every day.
However, in the case of multiple processes or when what is made changes daily, it will fall into a state where it is impossible to grasp or control how far each order (manufacturing lot) has progressed and what will be completed when.
"I don't know how far things have progressed or where they are" is a phrase often heard in manufacturing. It is a fragile "method" where even a slight change can quickly lead to chaos. Also, since only the resources at the current point in time are considered at the manufacturing site, it ultimately tends to fall into "local optimization," causing unnecessary waiting times between processes (= excessive intermediate inventory) or significant delivery delays, and when viewed as a whole, it often greatly impairs efficiency. It can be said to be the worst choice.
Is the Kanban method universal?
However, there is also a systematic "leave it to the site" like the famous "Kanban method." It is a useful method for regularly and systematically manufacturing a limited variety of products in relatively large lots, but there are concerns in factories where external factors fluctuate greatly.
In reality, unless a company is in a dominant position within the supply chain, it must assume that it will be swayed by fluctuations, so the companies that can benefit are limited. Also, when starting implementation and operation, it is a prerequisite to eliminate fluctuation factors as much as possible through improvement activities at the manufacturing site, such as leveling processes, resources, and takt time according to the manufactured products, inevitably involving related factories (suppliers).
In the first place, methods like the "Kanban method" are based on overall improvement activities, and this itself is just a part. Judging that adopting this will work well is as hasty as an amateur athlete thinking they will improve just by using the same equipment as a top professional athlete. To truly improve, one must train at the same level as a professional athlete. Constant effort is required, so one must be prepared for a high hurdle.
In any case, the "leave it to the site" method is a mechanism for autonomous management from the perspective of the "present," and it does not meet the need to grasp and control on a time axis that spans from the past to the future as a "plan." Autonomous control of the manufacturing site can only achieve sufficient results when used in conjunction with some kind of planning method.
◇◇◇
Next timewe will specifically explain the main method for manufacturing planning, "production scheduling." Please look forward to it!
