Part 2: Transforming Manufacturing with Production Scheduling
What is Production Scheduling?
Last timewe talked about planning in general for the manufacturing site, but this time we will introduce in detail about production scheduling and production schedulers.
As introduced in the previous article, many planning methods generally involve stacking up tasks to be done within a certain time frame (such as a week, a day, or an hour), like "do this and that today, and do those tomorrow" (load piling planning). In contrast, production scheduling is a method of arranging tasks on a timeline within the range of the number or amount of tasks that can be executed simultaneously on a single resource (such as a machine or person), like "do this from this time to that time, and then do that until this time." This is why production scheduling is also known as finite capacity scheduling.
In load piling planning, it often seems that a series of several tasks are conveniently regarded as a single process. Since one process occupies the entire time bucket from start to finish, subdividing the process would make the overall lead time extremely long and impractical. In contrast, in production scheduling, it is basically considered an independent process each time the resource used changes.
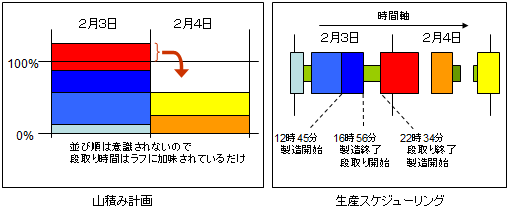
Figure 1 Load Piling Planning and Production Scheduling
The essence of production scheduling is to reduce unnecessary waiting times between processes and shorten lead times by meticulously calculating the working time and time slots of each process on a continuous timeline, resolving mutual interference between tasks of different lots on each resource. It simulates the work on each resource in the factory on a timeline.
By the way, sometimes the term "production scheduling" is used in a broad sense to include load piling methods, but in this article, please understand that "production scheduling" refers only to the method of arranging tasks on a timeline in a narrow sense.

Resource Gantt Chart
The central means of expression in production scheduling is the Gantt chart.
A Gantt chart is a visualization tool devised by Henry L. Gantt in the early 20th century as a means of project progress management, with a continuous timeline on the horizontal axis and the start and end times of tasks represented by horizontal bars.
The vertical axis of a Gantt chart varies depending on the purpose. In many cases, the vertical axis represents processes (tasks), with one bar drawn per row. On the other hand, the Gantt chart mainly used in production scheduling is called a "resource Gantt chart," where the vertical axis represents resources such as machines or people instead of processes. In a factory, since many lots use a single resource in sequence, it is characteristic that many bars are drawn in the time axis direction in one row of the resource Gantt chart. This expresses the exclusive relationship between lots unique to finite capacity (not piled up).
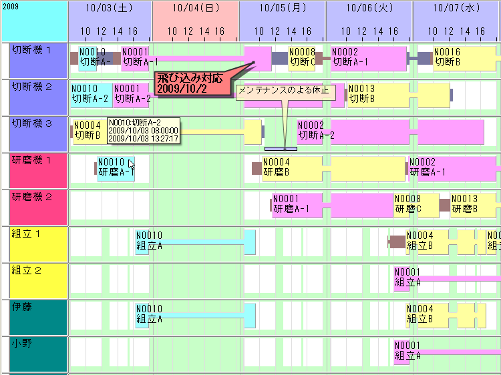
Figure 2 Resource Gantt Chart of Production Scheduler
"Modeling" and "Rules" are Key
In production scheduling, the process of deciding how to represent resources and processes to appropriately express the flow of work in a real factory is called "modeling." Modeling can also be perceived as considering what kind of picture should ultimately be drawn on the Gantt chart. For example, if manufacturing is automatically executed just by people preparing (setting up) in advance, it would be modeled as shown in the figure below.
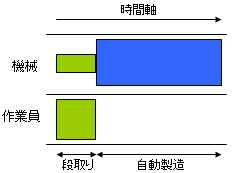
Figure 3 Modeling of Automatic Manufacturing
As a result of modeling, countless "operations" for individual processes of each lot are created. The process of assigning tasks to each resource on the resource Gantt chart is called "scheduling."
The procedure for deciding how and in what order to arrange the numerous tasks on the resource Gantt chart is called "rules" or "logic." Since circumstances differ by factory, it is important to thoroughly analyze the site and needs and appropriately construct the rules. For example, if the order of tasks in a process affects switching costs and throughput, it is not enough to simply be executable; the order of tasks must be properly controlled. The know-how that was traditionally in the planner's mind is objectified and executed as rules.
Specific methods of modeling and rules will be introduced in another session, but for now, it is sufficient to understand that the key to production scheduling is "modeling" and "rules (logic)."
Isn't that overdoing it?
"Calculating down to the second? That's overdoing it. There's no way such a plan can be executed on the ground!"
It's understandable if you intuitively think so. In reality, planning and execution should be operated on the premise that they do not match (for this reason, production schedulers also input actual performance information, but that will be discussed in another session). What is important is to make an effort to work as closely as possible to the plan and to have the confidence that "if we work according to this plan, we can complete it by the promised due date."
If there is no plan to aim for, the manufacturing site will be anxious and want to proceed with work ahead of schedule, even if it means piling up work-in-progress (intermediate inventory) before each process. Or they might unknowingly postpone tasks that should be prioritized.
Even if the plan cannot be executed as it is, having a plan as an approximation of the "ideal" allows the current situation to be objectively grasped as a deviation from the "ideal." This is why the manufacturing site functions orderly. And the higher the accuracy of the plan, the more the level of the site is raised. Striving to narrow the gap between the plan and the actual performance becomes a clear goal. It should not be an excuse to say, "We don't need a high-precision plan because it can't be executed anyway."
That's what planning is all about.
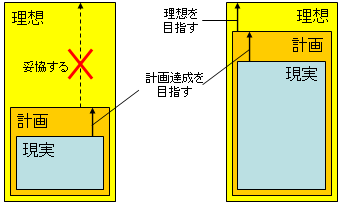
Figure 4 The Level of the Plan Limits the Level of the Site
There may also be voices saying, "The data setup is too difficult to use!" Of course, if you seek the best results in production scheduling, it is unavoidable to model in considerable detail and prepare a large amount of data. However, if you start with simple modeling and operate it in a limited way, gradually detailing the data as skills improve, or expanding the target processes, it can be introduced without difficulty.
Even with moderate operation, you can derive reasonable benefits, but to fully demonstrate the true value of production scheduling, determination and constant effort are required. Isn't that what manufacturing is all about?
Factors of Variation and Fluctuation
In the real world, various factors of variation and "fluctuation" exist as unavoidable elements, so instead of conveying the "theoretical due date" calculated by the production scheduler directly to the customer, let's add buffer time for safety and respond.
There are the following factors of variation that occur suddenly. It is necessary to promptly update the plan when they occur and to have some leeway in the plan in advance as "possible occurrences."
- Machine breakdown
- Worker absenteeism
- Urgent rush orders
- Delay in material arrival
- Delay in delivery from subcontractors
On the other hand, there are the following factors of fluctuation that always occur probabilistically. It is necessary to incorporate these by having a certain amount of time buffer at the planning stage.
- Changes in working time due to temperature and humidity
- Variations in the quality of procured raw materials
- Occurrence of defective products
- Indeterminate working time due to human labor
In general, the more processes there are until completion, the more susceptible they are to fluctuations, and additional buffers are required. Since the degree of variation and fluctuation varies, some factories may require many buffers. This might lead to the opinion that "if buffers are ultimately necessary, then precise planning is not needed." However, this is a mistake that arises from confusing buffers that compensate for the low accuracy of the plan with those that are logically indispensable for absorbing variations and fluctuations, and it does not undermine the significance of high-precision planning. It is precisely because of high accuracy that buffers can be minimized.
There is no need to become overly pessimistic by excessively focusing on variations and fluctuations. In "project management," which deals with fields where variations and fluctuations due to human factors are extremely high, it is necessary to have relatively large buffer times at each stage of a series of processes to establish an achievable plan. However, in manufacturing, where the working time of each process can be estimated relatively stably, the situation is much better. It is possible to keep the buffers between processes minimal, use a production scheduler to create a tight plan with a short total lead time, and allow for some leeway in the promised delivery date. Naturally, how tight the plan can be depends on the factory.
Even in manufacturing, there are cases where sufficient buffers must be provided at the planning stage before bottleneck processes, but this will be discussed in future sessions. The use of production schedulers in fields with high variations and fluctuations (such as shipbuilding and large equipment manufacturing) will also be covered in future sessions.
Production Scheduler
Due to the vastness and complexity of the processing volume, production scheduling is usually not done manually. Instead, computer software called a "production scheduler" is used.
Incidentally, it seems that the three-letter term "APS (Advanced Planning and Scheduling)" from the United States is becoming popular recently. The original nuance of the term refers to an advanced combination of production planning and manufacturing scheduling, and it can also represent the grand ideals of the manufacturing industry and the intention to realize them. However, in reality, it is often just a marketing term used to rebrand what is called a production scheduler, and it is truly regrettable that the ideal has been diminished (a phenomenon often seen in the world). Personally, I am not fond of the vague term "Advanced" which seems to intentionally obscure things, so I will deliberately refer to it as a "production scheduler" in this article.
In the United States, "APS" often refers to a module that derives executable solutions by breaking down the results of MRP calculations, which is quite different from Japan's "production scheduler" that calculates with finite capacity from the start. In the 1990s, numerous production scheduler package software were sold in the United States, but most were acquired by ERP vendors and positioned as lower modules of MRP. As a result, standalone production schedulers do not seem to be widely available.
On the other hand, for some reason, such a history did not occur in Japan, and Japanese production schedulers have continued to evolve independently, and functionally they should be at the top level in the world. This is probably because they continue to meet the high-level needs of Japan's excellent manufacturing industry on a daily basis.
Japanese production schedulers are not only for automatic scheduling but also have a rich user interface for manual adjustments by humans, which is a significant feature. Just as the transition from paper and pen to word processors for writing documents, in Japan, the hand-drawn Gantt charts were made drawable by computer, and further automated, reflecting a bottom-up approach originating from practitioners. In other words, they have developed as "tools for planners." In contrast to the top-down approach in the United States, where plans "decided" by upper systems (usually MRP) are followed unilaterally, the culture of Japan's manufacturing industry, which emphasizes autonomous improvement efforts at the field level, is clearly reflected, which is quite interesting.
Frequent Rescheduling
One of the benefits of using a production scheduler is the ability to frequently "reschedule" (re-schedule). You can repeatedly update the plan in a short time by adding or changing new information.
When planning manually, the volume of information and processing is too vast, making it impossible to respond promptly and appropriately when various fluctuation factors occur, as mentioned earlier. It usually results in leaving the response to the manufacturing site, causing a mismatch between the plan and the site, leading to the plan being disregarded. Consequently, the value of the plan is lost, and it risks becoming merely a "guideline." The promised delivery date also loses its backing, potentially reverting to chaos.
By rescheduling according to fluctuations and promptly providing a feasible new plan to the site, a virtuous cycle based on trust between the manufacturing site and the planners can be achieved, allowing the factory to focus on its original manufacturing without being swayed by confusion.
What to Aim for with a Production Scheduler
What is the goal of using a production scheduler in the first place? Is it simply to lighten the workload of planners? Certainly, if there is more leeway, it allows for focusing on the inherently advanced tasks such as human coordination work between departments like the site, material procurement, and sales, but even then, the return on investment might be evaluated as insufficient. A practical level production scheduler (package software) costs several million yen, and building it as a system for effective operation exceeds 10 million yen. Moreover, the effort required to organize the data is by no means small.
The direct effect of a production scheduler is to minimize the lead time (total time) from material procurement to shipment and shorten the stay time within the factory. Shortening lead time is a major goal for many manufacturing industries, and for those with high-mix low-volume production, it can be said to be an important but difficult-to-achieve "long-cherished desire."
- Elimination of Unnecessary Idle Inventory
There is no need to produce in advance to meet delivery dates, so inventory of materials, work-in-progress, and products can be reduced. Reducing unnecessary assets significantly improves cash flow. - Ability to Meet Customer's Short Lead Time Requirements
In some industries, shortening order lead time can become a core competence and is an important factor in competing with rival companies. - Ability to Provide Logically Substantiated Delivery Dates
The delivery dates provided by the production scheduler are the result of simulations, so you can be confident that if you follow the plan, the delivery date can be met. It also has the secondary effect of contributing to the establishment of order within the factory. For many factories, this can also be considered a truly valuable effect. - Visualization
By looking at the Gantt chart, it is immediately clear what is happening inside the factory. - Not Left to the Manufacturing Site
Local decisions at the manufacturing site are not always beneficial for the whole. It is important not to rely excessively on "site decisions" for everything, but to have a correct division of roles. - Orderly Manufacturing Site
As mentioned earlier, since idle inventory is reduced, the cluttered piles of work-in-progress before each process become smaller. - Decentralization of Know-how
The know-how of the planning personnel is objectified as modeling and rules. There is no need to panic during personnel transfers, sudden illnesses, or retirements.
By systematizing and embedding know-how into rules, one of the benefits of using a production scheduler is the ability to quickly and repeatedly obtain high-quality plans with a single command. For example, by planning to minimize changeovers in bottleneck processes and maximize their continuous use, the overall throughput (i.e., production volume) of the factory can be improved (this is often referred to as "TOC Scheduling"). Manual planning would likely result in excessive work-in-progress inventory or overdue deliveries when faced with variable factors.
Of course, these outcomes are not achieved merely by introducing a production scheduler. Not only is a proper concept and implementation of the entire system necessary, but also the continuous efforts of all involved parties. However, these are at least the effects that a production scheduler aims to achieve, and it would be extremely difficult to accomplish them without using one. When the "operational cycle" of the production scheduler starts in earnest, you will surely be amazed by its impact.
The "operational cycle" of the production scheduler will be discussed again in subsequent sessions.
◇◇◇
It may feel like we've been discussing theory up to this point, but that alone may not lead to a full understanding. Therefore, in the next session, we will specifically demonstrate the process from creating data for simple production scheduling to planning, so you can get a sense of what an actual production scheduler is like.
