Production Scheduler with Supply-Demand Balance Adjustment Function for Forecast Production
FLEXSCHE Corporation Toshiyuki Mochizuki
Published Article in "Food Machinery and Equipment" October 2012 Issue
1. Introduction
In recent years, the manufacturing industry has been forced to operate factories with much more precision than before due to significant changes in the surrounding environment, such as the shift to multi-product, small-lot production, the demand for quick delivery responses, and frequently changing production plans. The importance of production schedulers as an indispensable mechanism to achieve this has been widely recognized and demanded. Consequently, numerous software solutions have been developed to meet these needs.
However, even within the term "manufacturing industry," there are various forms. To respond to the diverse demands of the manufacturing industry and keep up with future dynamic changes, "flexibility" is indispensable. Additionally, "ease of use" is an important point that cannot be overlooked, as it is a tool used daily.
FLEXSCHE is a production scheduler that balances these seemingly contradictory elements of "flexibility" and "ease of use" well.
In June 2012, a new product, FLEXSCHE d-MPS, was added to FLEXSCHE. FLEXSCHE d-MPS is a demand-supply balance adjustment function for forecast production. It is expected to achieve a stable production planning cycle without being swayed by daily demand fluctuations, provide accurate delivery responses, reduce unnecessary inventory, stabilize the manufacturing site, and streamline the production-sales adjustment process. A major feature of FLEXSCHE d-MPS is its ability to formulate highly reliable production plans by directly linking with the production scheduler.
The name d-MPS indicates that, unlike the traditional MPS (Master Production Schedule), which is fixed, it dynamically updates the plan to reflect daily demand fluctuations.
FLEXSCHE d-MPS is intended for use in manufacturing industries that produce based on demand forecasts for food, daily necessities, stationery, home appliances, etc., or based on preliminary information from finished product manufacturers such as automotive parts and electronic components.
This article will provide a detailed explanation of the functions and features of FLEXSCHE d-MPS while comparing it with production planning using traditional MPS.

2. Production Planning with Traditional MPS
Traditional MPS was determined by simply dividing the monthly demand quantity, based on demand forecasts or preliminary information, by the number of operating days after subtracting the inventory quantity. In other words, the formula is:
Daily Production Quantity = (Demand Quantity - Inventory Quantity) / Operating Days
.
Let's consider what problems might arise when production is carried out based on this method.
For example, if the demand for this month is 300 units and the inventory at the beginning of the month is 50 units, and if you want to secure 50 units of inventory for the next month as well, the required production quantity for the month is 300 units. Assuming production is carried out continuously for 30 days, the daily production quantity would be 10 units.
If 200 units need to be shipped in the first 10 days under this condition, even if you add the 100 units that can be produced in 10 days to the 50 units in inventory, it only totals 150 units, resulting in a shortage of 50 units at this point.
However, it is not acceptable to have a shortage, so scenes of scrambling around to somehow manage are familiar in factories.
What went wrong?
- The inventory was too low.
- The demand forecast or preliminary information was inaccurate.
In this case, it is highly likely that the problem could have been solved by changing the mechanism. Even though 200 units were needed over 10 days, it was not that 200 units were needed all at once on the 10th day; it was the result of daily shipments totaling 200 units. Therefore, it would have been sufficient to review the production plan and produce in advance as the demand became certain.
If this is attributed to inventory or demand forecast issues, it leads to a vicious cycle where the production site ends up holding inventory, and sales tend to overestimate demand.
However, it is difficult to solve this problem with the combination of traditional MPS and production schedulers. This is because instructions from MPS to the production site are one-way, and there is no path to review MPS in response to potential shortages caused by fluctuating demand. Perhaps shortening the planning cycle could solve it even with one-way MPS, but if the production plan changes significantly each time to respond to fluctuating demand, it is obvious that the production site will be confused.
FLEXSCHE d-MPS was created to solve such problems. The key point is to visualize the risks of shortages or overproduction caused by fluctuating demand and dynamically change the production plan as needed.
Let's consider the previous example. It was mentioned that it would have been better to change the mechanism to allow for advance production, but is that possible with FLEXSCHE d-MPS?
3. Production Planning with FLEXSCHE d-MPS
First, the monthly demand quantity is input based on demand forecasts and preliminary information, and the daily demand quantity is calculated from that value. However, this value is only a plan and is replaced by confirmed demand as the days progress.
Next, it is necessary to determine the required quantity against the demand quantity. The required quantity does not mean the production quantity but the quantity required at the factory on that day, including inventory. The production plan is determined based on this required quantity. Since inventory is also considered, if inventory is low, production must of course start immediately, but otherwise, there is some degree of freedom to decide the timing of production.
By inserting this cushion of required quantity instead of directly determining the production quantity from the demand quantity, it is possible to absorb the ups and downs of demand fluctuations, minimize the impact on the production plan, and prevent confusion at the production site.
So how should this required quantity be determined specifically? Looking at Figure 1, this graph shows a state where there is no confirmed demand yet, and only the forecast demand quantity is given. In this state, the required quantity needs to be set to exceed it. Since there are fluctuations as demand becomes certain, the required quantity should be set with some leeway in preparation for that. The 95% confidence level represents a level where shortages can be prevented with a 95% probability, even considering the expected fluctuations against the forecast demand quantity. Therefore, it is desirable to set the immediate required quantity to meet this level.
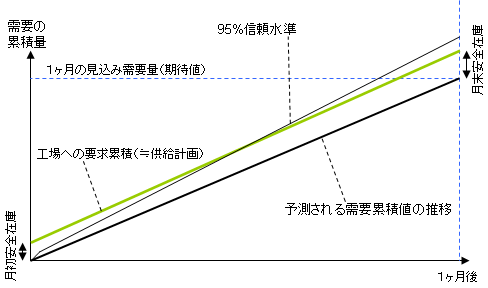
Figure 1 Forecast Demand Quantity
Next, looking at Figure 2, it can be seen that the graph of the forecast demand quantity changes as the demand is expected to be confirmed. In this state, the graphs of demand quantity and required quantity are quite close. This indicates a risk of shortage, but since it is still in the future, it is decided to observe the progress while being cautious for the time being.
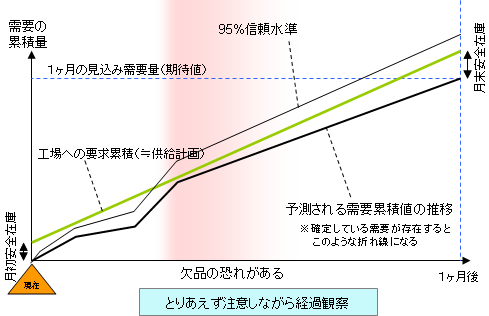
Figure 2 Change in Demand Quantity
Next, looking at Figure 3, as time progresses and demand is confirmed, it can be seen that the demand quantity and required quantity have reversed in the future. This is the pattern where shortages occur due to demand fluctuations, as mentioned in the initial example. In such cases, it is necessary to adjust the required quantity as shown in Figure 4 to prevent the risk of shortage. Even if sufficient required quantity was set in anticipation of fluctuations, it is significantly different from the traditional MPS mechanism in that it can be reviewed and adjusted as needed for fluctuations that exceed that.
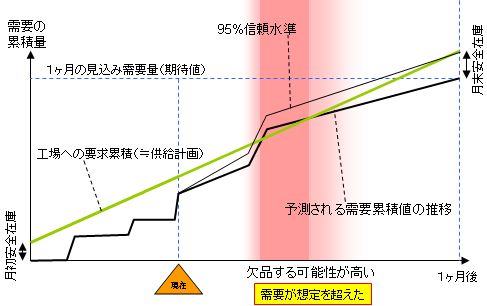
Figure 3 Reversal of Demand and Required Quantity
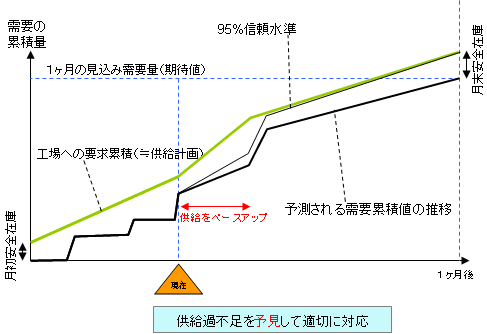
Figure 4 Adjustment of Required Quantity
In FLEXSCHE d-MPS, such adjustments to demand quantities are made using the MPS editor on the production scheduler FLEXSCHE (Figure 5). The MPS editor is structured such that the relationship between demand quantity and request quantity, as shown in the previous figure, is displayed as a graph in the upper section of the view, while fields for demand quantity and request quantity are provided in the grid in the lower section.
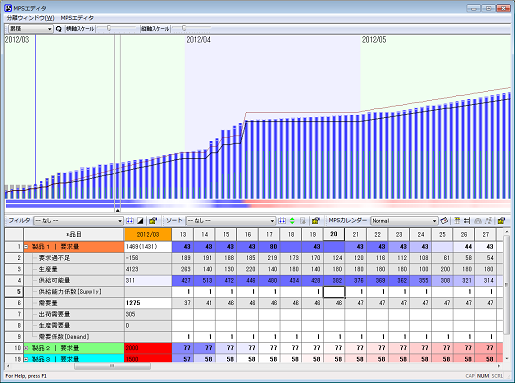
Figure 5 Example of MPS Editor Screen Display
When confirmed demand is incorporated, the values in the fields change according to the altered demand, and the graph also changes. At that time, risks arising from demand fluctuations are displayed as alerts through the colors of the graph and fields. The risk of overproduction or stockouts is indicated by varying shades of color, allowing for precise adjustment of request quantities based on these indicators.
This alone is valuable as it surpasses the traditional MPS system, but an even more important point is that it dynamically integrates with the production scheduler.
4. Integration of MPS and Production Scheduler
In FLEXSCHE d-MPS, when does the production scheduler come into play? The production scheduler is used in the scenario where a production plan is created based on the demand quantities determined by FLEXSCHE d-MPS. Even if an MPS that can respond to demand fluctuations by adjusting demand quantities is established, it becomes meaningless if a feasible production plan cannot be created.
This aspect was also ignored in traditional MPS. It is only by creating a production plan with the production scheduler to confirm whether the given demand quantities can be realized that this MPS becomes meaningful.
If the factory has ample production capacity, it is relatively easy to create a production plan in line with the MPS using the production scheduler, but generally, such cases are rare.
When the factory has no spare capacity, various measures need to be taken. The first consideration is to reduce the demand quantities in the MPS. However, simply reducing demand quantities increases the risk of stockouts. Therefore, it may be necessary to adjust demand quantities by spreading the load, such as staggering the timing across multiple items. Additionally, it may be possible to address the issue by devising ways to create production plans using the production scheduler instead of the MPS. For example, by setting overtime to increase production capacity, outsourcing to reduce the load within the factory, or adjusting scheduling rules to try out more productive planning methods, feasible plans can be created.
It is through such processes that MPS and production plans are determined in FLEXSCHE d-MPS. To establish a stable production plan that responds to demand uncertainty, a system like FLEXSCHE d-MPS, which dynamically integrates MPS and the production scheduler, is considered essential rather than the traditional MPS and production scheduler system.
5. Future of FLEXSCHE d-MPS
One of the future challenges for FLEXSCHE d-MPS is the creation of MPS and production plans across multiple sites. Currently, FLEXSCHE d-MPS can create MPS and production plans within a single factory, but given the nature of make-to-stock production, it is conceivable to create MPS across multiple sites and simultaneously establish production plans for multiple factories. Additionally, although not make-to-stock production, responding to make-to-order production with stock point-type production that holds work-in-progress inventory is also cited as a future challenge.
