Basic Modeling and Constraints
To express the diverse processes of the manufacturing industry, FLEXSCHE provides a wealth of mechanisms and constraints for modeling, but here we introduce the very basic parts.
Structure of Operations


In operations, one primary resource (such as machinery, equipment, or workshop) and, if necessary, several auxiliary resources (such as molds, workers, tools, or electricity) are used. A single operation consists of up to three parts: "Setup," "Manufacture," and "Teardown." The time for the manufacturing part varies depending on the resource's capacity and the production quantity. The setup and teardown parts have fixed times or are determined by the relationship with the preceding and succeeding operations (for example, if operations using similar paint colors are consecutive, the cleaning time is short, but if the colors are very different, it takes longer).
Operation Network

The finished product required by an order is produced through several operations. Since the merging and branching of processes can be freely defined, the connections of operations are generally expressed as a network. The quantity of intermediate products and raw materials needed to produce the required quantity of finished products is calculated based on the quantity ratios defined in the master data.
This structure can also be visually edited using the FLEXSCHE Editor.
Inter-Process Time Constraints
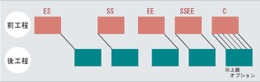
Set time constraints between two processes.
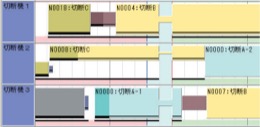
In cases where all items are transported together after the preceding process is completed and the succeeding process is started, constrain the time between the end of the preceding process and the start of the succeeding process (ES). In flow operations, where items are immediately transferred to the succeeding process without waiting for the preceding process to complete, constrain the time relationship between the start and end points (SSEE).
When transportation time or waiting time for drying is required between processes, set a lower limit for the inter-process time. Conversely, if it is necessary to transfer to the succeeding process before cooling or spoilage occurs, set an upper limit for the inter-process time and schedule accordingly.
If time constraints due to physical distances between resources differ, they can be detailed in the Transportation Table.
Calendar
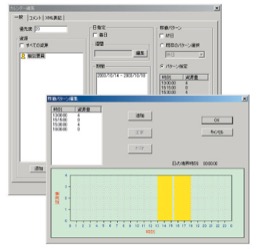

Define the time ranges during which each operation can use its respective resources. The calendar allows you to define available time ranges per day/resource with minimal description. Temporary overtime or temporary stoppages for maintenance can be expressed with a Free Calendar. You can easily add or delete from the resource Gantt chart, or move and stretch with the mouse. Changes in the number of workers or capacity (resource quantity) by time range can also be defined with the calendar/free calendar.
Scheduling with Inventory Levels in Mind
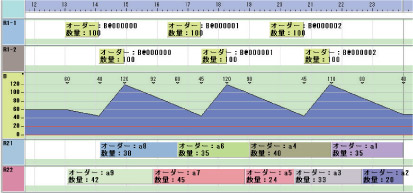
Raw Material Inventory Constraints
If there is insufficient raw material inventory at the time of starting an operation, the operation will commence after the arrival of the materials.
Replenishment Production
To ensure that the safety stock level set in advance is not fallen below by consuming intermediate products, internal orders for replenishment are automatically issued in batches over a period, and scheduling is performed for this purpose.
Inventory Pegging Specification
You can specify the quantity of work-in-process inventory to be pegged to intermediate processes for each order.
Inventory Operation
You can provide external inputs for the inventory levels, arrival quantities, and shipping quantities of each item.
Operation Result
Even if work instructions are sent to the manufacturing site based on the scheduling results, it is rare for them to be executed perfectly as planned. By incorporating the operation results from the site into the next scheduling, the plan and the site are synchronized.
You can finely incorporate result information such as the progress of operations, the time the results were obtained, or the resources actually used. Even if the site cannot return detailed results, they can still be reflected with reasonable accuracy. The manufacturing site can split operations or, conversely, combine operations that were split during planning.